
《当サイトは Google Adsense、Amazon アソシエイト等 アフィリエイト広告を利用して収益を得ています》
電気ドリルで鉄材に穴を開ける方法の手順を説明いたします。
一例として、Φ10mmの穴を厚さ3.2mmの鉄板に電気ドリルで開けてみます
きれいなまん丸い穴を開ける2つの方法を紹介します。
①小さいドリルから穴開けして徐々に大きなドリルにしていく方法です。(一番簡単ですが回数が必要で時間がかかります。)
②ドリルを一文字研ぎ(ろうそく形状)にして一発で穴あけする方法(ドリル先端をグラインダーで自分で削る必要がある)
徐々に大きくする方法

穴あけに必要な道具です。徐々に大きくするのでドリルは数本必要ですが、ホームセンター(ダイソーなど)で売っている金属用の物がそのまま使えます。
電ドルは金工用ほど力のない機種でも使えます。
あける次のドリル径がプラス3~5mm以下

軽くポンチを打って(ケガキポンチ役とし)正しい位置を確認後もう一度強く打ちセンターポンチとします。
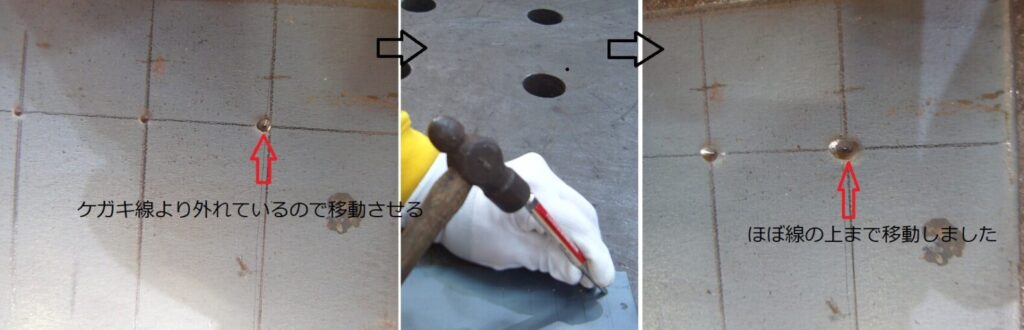
ポンチ印がズレていたら打ち直すか、近すぎて隣に打てない時は横打ちをしてケガキ線上まで動かし修正します。
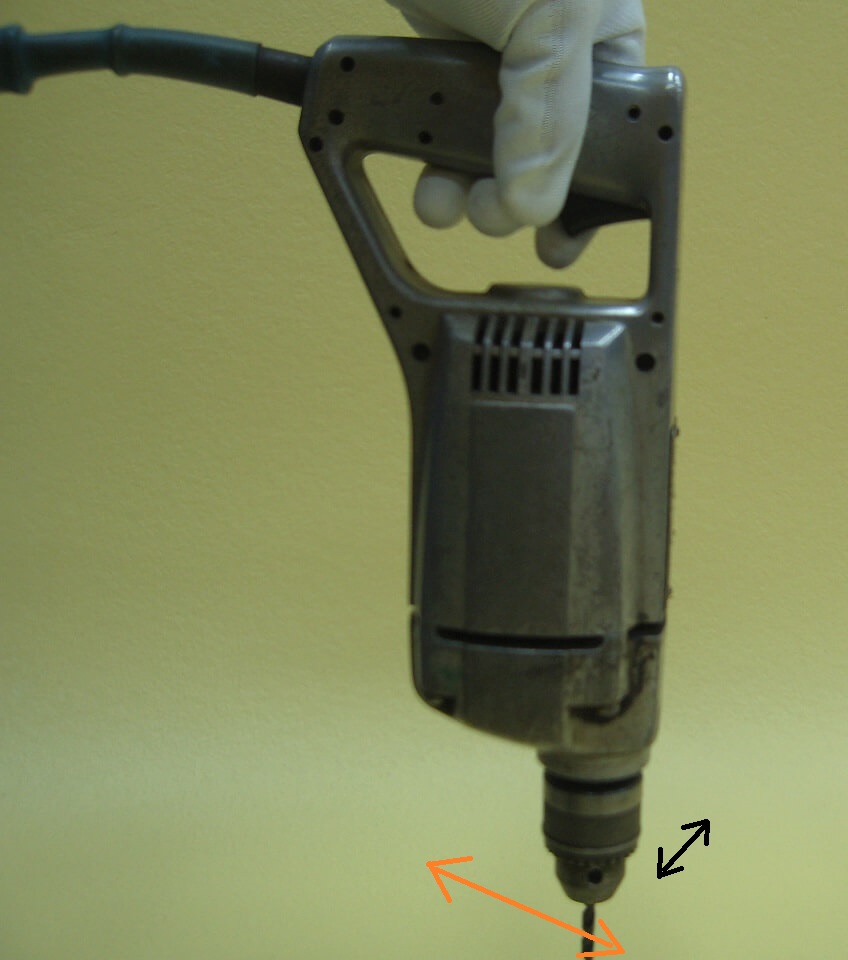
手で電気ドリルを垂直になる位置で吊るす感じで持つと自然と垂直の成ります。特に左右傾き(写真黒⇔)はほぼ注意しなくても良く、前後傾き(オレンジ⇔)の垂直を意識して感覚で覚えておきます。
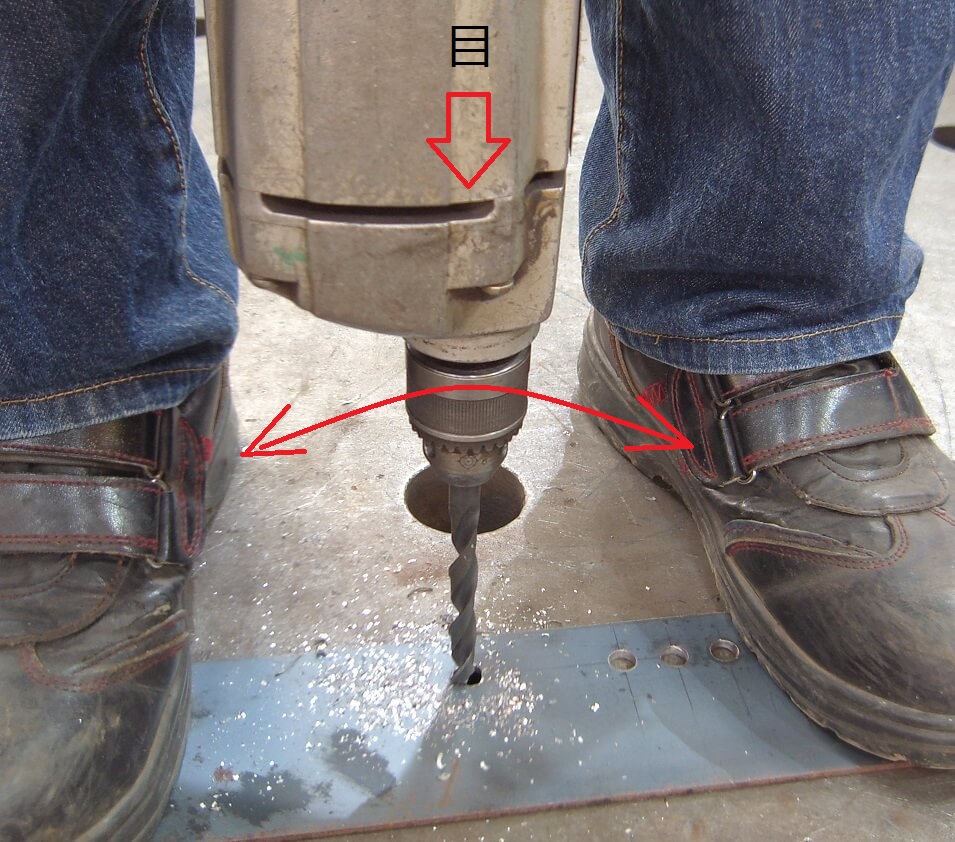
電ドルの傾きへの注意も必要ですが、薄板はそこまでシビアな垂直は無意味なのでそれより穴が貫通する瞬間にドリルが下に突っ込んだり斜めにカジリ引っかかって電ドルが回転したりするのでその時に備えガッチリ手や腕や足にも力を入れて持ちスイッチも直ぐに切れるよう注意して貫通時少し前に音が変わるので耳を澄ませます。安全第一です。
普通のテーパードリルでもΦ10mmドリルで一発開けをしてみました。

結果はこんな三角穴に成ってしまいます。
一文字形状のドリルで一発で開ける方法

10mmまで銜えられる金工用電気ドリルの回転数は1250rpmです。
一発で10mmを開けるときは穴が貫通する瞬間少し手前で下に押す力を抜いてドリルが急に下がったりひっかかって取っ手が急激に横に回転した時に備えしっかり力強く握りしめます。穴の開け終わり手前で音が変わるので貫通する瞬間は事前に分かります。
一文字ドリルとはほぼ自分で両頭グラインダーで研ぎます。何度もやり直すことで自然と身に付きます。現場では緊急に100のサンダーで研ぐ場合もあります。
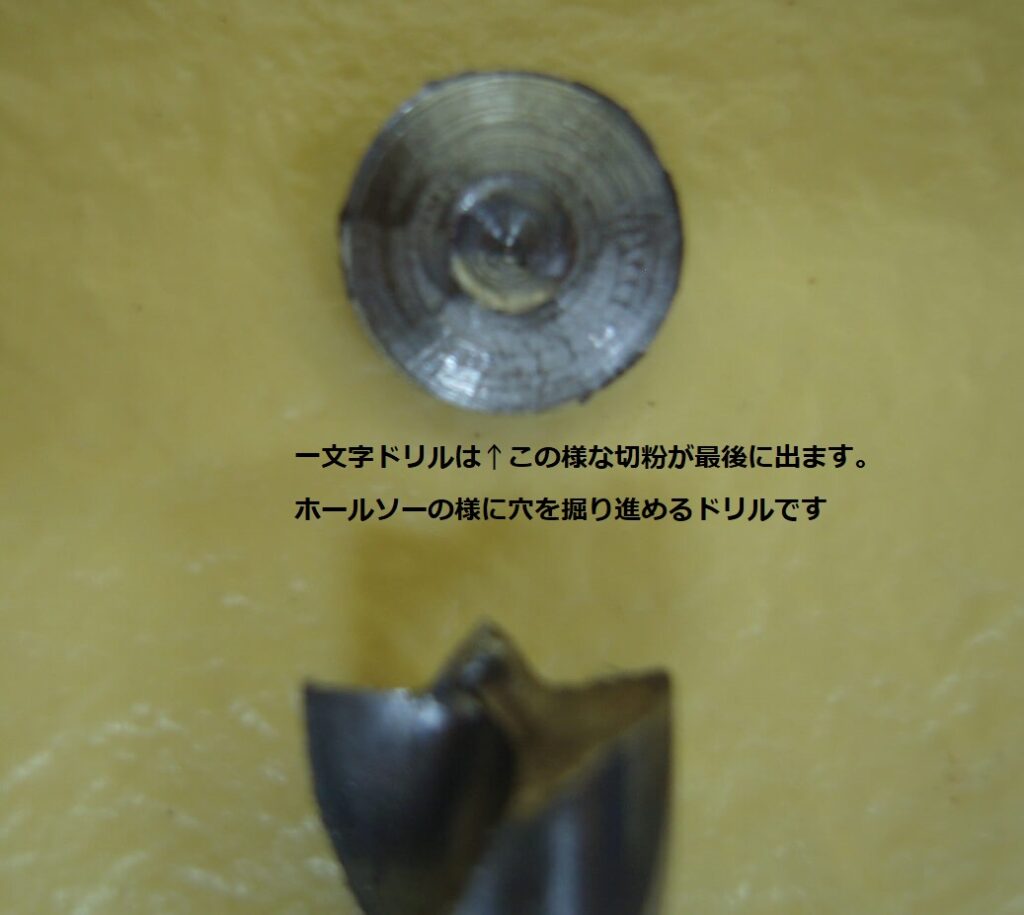
上記のドリルの研ぎ方が一文字研ぎ(ローソク形状研ぎとも言うらしいです)です。外周から切り込む形状をしているのでホールソーのようです。鉄工所の仕事ではほとんどこの研ぎ方をします。センターポンチの後Φ10mmぐらいまでは一発で開けます。特に薄板は一文字研ぎでないと綺麗な丸い穴に成りません。欠点はテーパーと反対に小さい穴を大きくする開け方には使用出来ません。(徐々に大きくする方法には使えない)
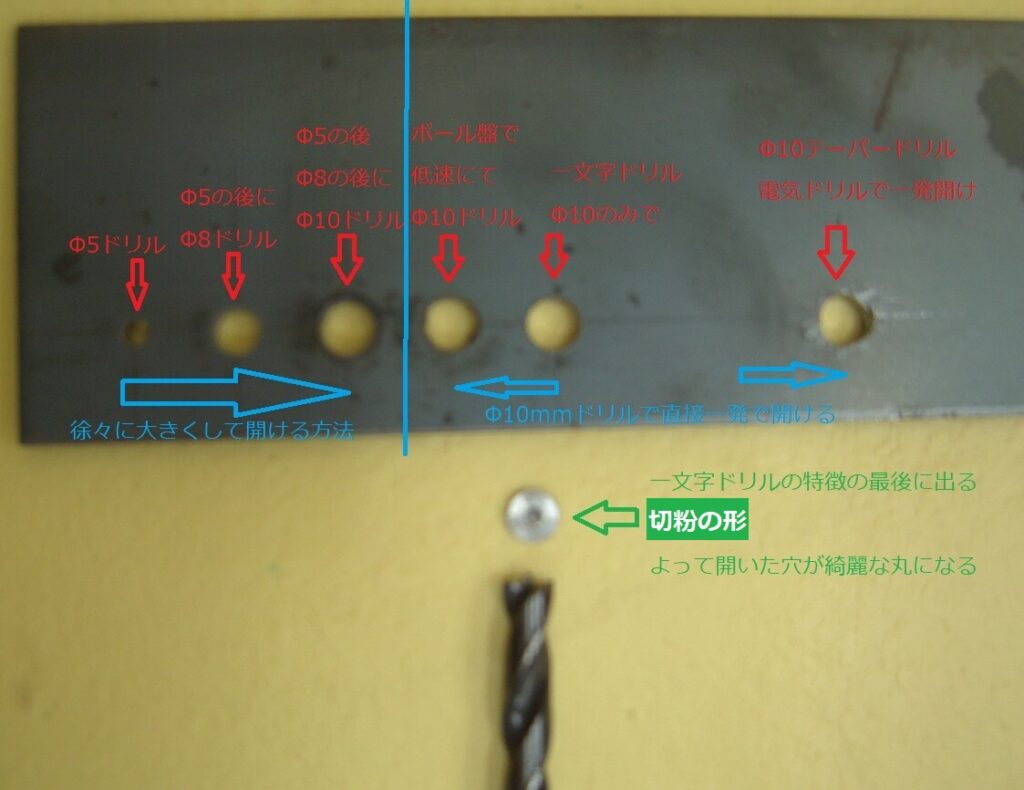
ボール盤で低速回転(300rpmぐらい)なら普通のテーパー(118°)のドリルでも一発である程度きれいな丸い穴が開きます。が、電ドルでは三角に近いゆがんだ穴に成ってしまいますのでやはり薄板には一文字ドリルがあると便利です。厚さ2mm以下薄板ではいくら低速でも丸い穴にはなりません。やはり一文字が必要になります。
モノタロウなどで売ってはいますが値段は高いです。

見本用に一本買ってそれを見本にして真似て両頭グラインダーでほかのドリルを一文字にしてみるのが経済的かと思います。ドリル先端を削って穴を開けてダメな部分をまた削る。繰り返しです。何十回か真剣に考えながら試行錯誤すれば必ず研げるようになります。
インパクトドライバーでの穴あけ も良かったらご覧ください。
以上です。ご覧いただきありがとうございました。

